TAG關(guān)鍵詞:
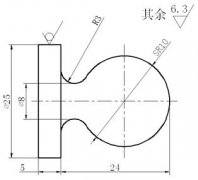
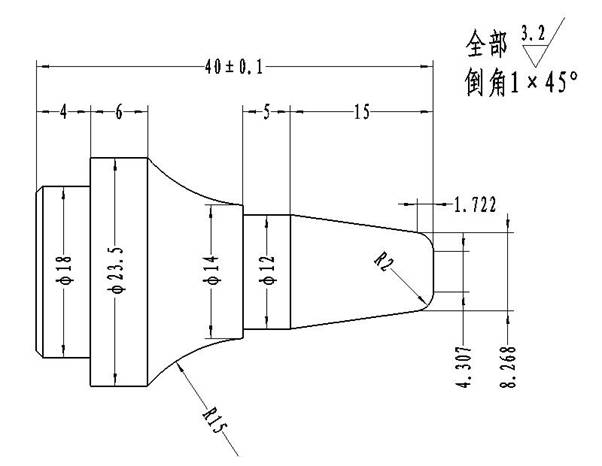
材料: 6063 鋁合金棒料φ25;
工藝:自動(dòng)車床加工、鉆頭、擴(kuò)孔鉆、鉸刀、絲錐、板牙和滾花工
|
編程參考3 |
||
|
O 1003 ; |
說 明: |
|
|
N10 |
G50 X50 Z100 ; |
以換刀點(diǎn)定位工件坐標(biāo)系 |
|
N20 |
M3 S560 ; |
啟動(dòng)主軸 |
|
N30 |
T0101 ; |
換1號(hào)刀 |
|
N40 |
G0 X25 Z1 ; |
快速移動(dòng)到加工出發(fā)點(diǎn) |
|
N50 |
G71 U0.8 R0.5 ; |
執(zhí)行外圓粗加工循環(huán) |
|
N60 |
G71 P70 Q150 U0.5 W0.2 F100 ; |
留余量X0.5 Z0.2,進(jìn)給量100 mm/min |
|
N70 |
G0 X7.8 ; |
輪廓加工起始行 |
|
N80 |
G1 X11.8 Z-1 F30 ; |
車前端1×45°倒角 |
|
N90 |
Z-15 ; |
|
|
N100 |
X12 ; |
|
|
N110 |
X16 Z-27 ; |
車圓錐面 |
|
N120 |
W-8 ; |
|
|
N130 |
X18 ; |
|
|
N140 |
G2 X24 Z-40 R5.6 ; |
車凹圓弧 |
|
N150 |
Z-55 ; |
輪廓加工結(jié)束行 |
|
N160 |
G70 P70 Q140 ; |
執(zhí)行精加工循環(huán) |
|
N170 |
G0 X50 Z100 ; |
回?fù)Q刀點(diǎn) |
|
N180 |
T0303 ; |
換3號(hào)螺紋刀 |
|
N190 |
G0 X16 Z3 ; |
定位車螺紋起點(diǎn) |
|
N200 |
G92 X11.1 Z-13.5 F1 ; |
分三刀車F1螺紋,第一刀0.7mm |
|
N210 |
X10.7 ; |
第二刀0.4mm |
|
N220 |
X10.5 ; |
第三刀0.2mm |
|
N230 |
G0 X50 Z100 ; |
|
|
N240 |
T0404 ; |
換4號(hào)切斷刀 |
|
N250 |
G0 X27 Z-40.1 ; |
定位切斷起點(diǎn),留0.1mm余量 |
|
N260 |
G98 G1 X16 F15 ; |
預(yù)切一槽 |
|
N270 |
G0 X26 ; |
退刀 |
|
N280 |
Z-48 ; |
|
|
N290 |
G1 X22 Z-50 F10 ; |
車尾端倒角,進(jìn)給量10mm/min |
|
N300 |
X0 ; |
切斷 |
|
N310 |
G0 X50 ; |
|
|
N320 |
Z100 M5 ; |
回?fù)Q刀點(diǎn),停主軸 |
|
N330 |
T0100 ; |
換回基準(zhǔn)刀 |
|
N340 |
M30 ; |
結(jié)束程序 |
鋁合金常規(guī)表面加工處理理:
磨砂面料鋁型材:磨砂面鋁型材避免了光亮的鋁合金型材在建筑裝飾中存在一定的環(huán)境、條件下會(huì)形成光的干擾的缺點(diǎn),它的表面如錦緞一樣細(xì)膩柔和,很受市場的青睞,但現(xiàn)有的磨砂材必須克服表面砂粒不均勻,并能看到模紋的不足。
多色調(diào)表面處理鋁型材:目前單調(diào)的銀白色和茶色已不能滿足建筑師們與外墻裝飾面磚、外墻乳膠的很好配合,新型的不銹鋼色、香檳色、金黃色、鈦金色、紅色系列(酒紅色、棗紅色、黑色、紫色)等加上彩色玻璃能使裝飾效果錦上添花。這些型材都必須經(jīng)化學(xué)或機(jī)械拋光之后再氧化,效果才佳。
電泳涂漆鋁型材:電泳涂漆型材表面光澤柔和,能抵抗水泥、砂漿酸雨的侵蝕,日本90%的鋁型材都經(jīng)過電泳涂漆。
粉末靜電噴涂鋁型材:粉末靜電噴涂型材的特點(diǎn)是抗腐蝕性能優(yōu)良,耐酸堿鹽霧大大優(yōu)于氧化著色型材。
等離子體增強(qiáng)電化學(xué)表面陶瓷化鋁型材:該類型材是當(dāng)今世界最先進(jìn)的處理技術(shù)技術(shù)。此型材產(chǎn)品質(zhì)量優(yōu)良,但成本較高。它具有20多種色調(diào),其最大特點(diǎn)是可根據(jù)需要象印花布一樣套色,型材表面色彩繽紛,裝飾效果極佳。

CNC加工
CNC加工,數(shù)控加工,精密機(jī)械加工,電腦鑼,數(shù)控機(jī)床加工
特點(diǎn):
1,CNC加工中心是高效、高精度數(shù)控機(jī)床,工件在一次裝夾中便可完成多道工序的加工,同時(shí)還備有刀具庫,并且有自動(dòng)換刀功能。CNC加工中心能實(shí)現(xiàn)三軸或三軸以上的聯(lián)動(dòng)控制,以保證刀具進(jìn)行復(fù)雜表面的加工。CNC加工中心除具有直線插補(bǔ)和圓弧插補(bǔ)功能外,還具有各種加工固定循環(huán)、刀具半徑自動(dòng)補(bǔ)償、刀具長度自動(dòng)補(bǔ)償、加工過程圖形顯示、人機(jī)對(duì)話、故障自動(dòng)診斷、離線編程等功能。
2,大量減少工裝數(shù)量,加工形狀復(fù)雜的零件不需要復(fù)雜的工裝。如要改變零件的形狀和尺寸,只需要修改零件加工程序,適用于新產(chǎn)品研制和改型。
3,加工質(zhì)量穩(wěn)定,加工精度高,重復(fù)精度高,適應(yīng)飛行器的加工要求。
4,可加工常規(guī)方法難于加工的復(fù)雜型面,甚至能加工一些無法觀測的加工部位。
五金沖壓
五金沖壓,拉伸件,五金件,沖壓件,五金加工,五金制品,沖壓加工,精密沖壓件,沖壓件加工,沖壓模具,五金加工廠,五金沖壓廠,旋壓加工
五金沖壓就是利用沖床及模具將不銹鋼,鐵,鋁,銅等板材及異性材使其變形或斷裂,達(dá)到具有一定形狀和尺寸的生產(chǎn)工藝。沖壓工藝大致可分為分離工序和成形工序(又分彎曲、拉深、成形)兩大類。按照沖壓時(shí)的溫度情況有冷沖壓和熱沖壓兩種方式。

車床加工
車床加工是機(jī)械加工的一部份,主要有兩種加工形式:一種是把車刀固定,加工旋轉(zhuǎn)中未成形的工件,另一種是將工件固定,通過工件的高速旋轉(zhuǎn),車刀(刀架)的橫向和縱向移動(dòng)進(jìn)行精度加工。在車床上還可用鉆頭、擴(kuò)孔鉆、鉸刀、絲錐、板牙和滾花工具等進(jìn)行相應(yīng)的加工。車床主要用于加工軸、盤、套和其他具有回轉(zhuǎn)表面的工件,是機(jī)械制造和修配工廠中使用最廣的一類機(jī)床加工

軸加工
常見的軸根據(jù)軸的結(jié)構(gòu)形狀可分為曲軸、直軸、軟軸、實(shí)心軸、空心軸、剛性軸、撓性軸(軟軸)。直軸又可分為:
1,轉(zhuǎn)軸,工作時(shí)既承受彎矩又承受扭矩,是機(jī)械中最常見的軸,如各種減速器中的軸等。
2,心軸,用來支承轉(zhuǎn)動(dòng)零件只承受彎矩而不傳遞扭矩,有些心軸轉(zhuǎn)動(dòng),如鐵路車輛的軸等,有些心軸則不轉(zhuǎn)動(dòng),如支承滑輪的軸等。
3,傳動(dòng)軸,主要用來傳遞扭矩而不承受彎矩,如起重機(jī)移動(dòng)機(jī)構(gòu)中的長光軸、汽車的驅(qū)動(dòng)軸等。軸的材料主要采用碳素鋼或合金鋼,也可采用球墨鑄鐵或合金鑄鐵等。軸的工作能力一般取決于強(qiáng)度和剛度,轉(zhuǎn)速高時(shí)還取決于振動(dòng)穩(wěn)定性。

鈑金加工
鈑金加工,鈑金加工廠家,不銹鋼鈑金加工,機(jī)箱鈑金加工,鈑金廠家,精密鈑金加工,鈑金廠,深圳鈑金加工,東莞鈑金加工,鈑金折彎加工
鈑金是針對(duì)金屬薄板(通常在6mm以下)一種綜合冷加工工藝,包括剪、沖/切/復(fù)合、折、鉚接、拼接、成型(如汽車車身)等。
鈑金加工是包括傳統(tǒng)的切割下料、沖裁加工、彎壓成形等方法及工藝參數(shù),又包括各種冷沖壓模具結(jié)構(gòu)及工藝參數(shù)、各種設(shè)備工作原理及操縱方法,還包括新沖壓技術(shù)及新工藝。