高速壓力機技術的發展及應用
作者:車床加工-CNC零件-數控機械加工手板-東莞市雅迅電子五金制品有限公司 發布日期:2018-04-28 19:50
TAG關鍵詞:

近幾年,沖壓技術不斷向高速化、精密化和智能化的方向發展,推進了高速壓力機的發展勢頭,也因此涌現出許多的高速精密壓力機和超高速精密壓力機,如德國拉斯特公司、美國明斯特公司、瑞士布魯德爾公司、德國舒勒公司、日本能率和電產公司等研制的小噸位高速精密壓力機,其滑塊行程次數分別可達2,000次/分鐘,3,000次/分鐘,4,000次/分鐘。在負荷狀態下,還可達其標準中的特級精度要求。這標志著高速精密壓力機技術已發展到超高速超精密的技術階段。
國外有些公司對小噸位高速精密壓力機按滑塊行程次數分為四個速度等級:常速≦250次/分鐘,次高速﹥250~400次/分鐘,高速﹥400~1,000次/分鐘,超高速≧1,000次/分鐘。大噸位高速精密壓力機滑塊行程次數相對較低,如300噸的大型高速精密壓力機,滑塊行程數范圍僅為160~400次/分鐘左右,100噸的翅片專用高速精密壓力機,滑塊行程數范圍一般為150~250次/分鐘左右。
由于沖壓速度隨著壓力機噸位、滑塊行程長度與次數、制品工藝結構和材料工藝性能、自動送料速度及精度等諸多要素的不同而改變,很難用簡單的數字作為劃分各個等級的界限,因此,目前國際上對高速精密壓力機速變范圍仍尚未作出明確的定義,通常將沖壓速度比普通壓力機速度高5~10倍的統稱為高速精密沖壓。而從中國多數企業的高速精密壓力機的應用情況來看,沖次速度按滑塊最低和最高行程數的平均值或大于均值10~20%的沖速則是較為合理和有參考意義的標準。因為高速精密壓力機滑塊最高行程數一般是指無負荷沖程數。當行程次數高達一定數值時,壓力機在運行中的不平衡現象就明顯增加,滑塊下死點動態性變化程度也較大,這樣就必須解決卷料質量、送料速度、模具性能與壽命、設備強度、剛度和精度、故障的自動監控與穩定性、振動與噪聲以及潤滑和冷卻系統等一系列技術問題。所以,高速精密壓力機應用中的沖次速度相當關鍵。

CNC加工
CNC加工,數控加工,精密機械加工,電腦鑼,數控機床加工
特點:
1,CNC加工中心是高效、高精度數控機床,工件在一次裝夾中便可完成多道工序的加工,同時還備有刀具庫,并且有自動換刀功能。CNC加工中心能實現三軸或三軸以上的聯動控制,以保證刀具進行復雜表面的加工。CNC加工中心除具有直線插補和圓弧插補功能外,還具有各種加工固定循環、刀具半徑自動補償、刀具長度自動補償、加工過程圖形顯示、人機對話、故障自動診斷、離線編程等功能。
2,大量減少工裝數量,加工形狀復雜的零件不需要復雜的工裝。如要改變零件的形狀和尺寸,只需要修改零件加工程序,適用于新產品研制和改型。
3,加工質量穩定,加工精度高,重復精度高,適應飛行器的加工要求。
4,可加工常規方法難于加工的復雜型面,甚至能加工一些無法觀測的加工部位。
五金沖壓
五金沖壓,拉伸件,五金件,沖壓件,五金加工,五金制品,沖壓加工,精密沖壓件,沖壓件加工,沖壓模具,五金加工廠,五金沖壓廠,旋壓加工
五金沖壓就是利用沖床及模具將不銹鋼,鐵,鋁,銅等板材及異性材使其變形或斷裂,達到具有一定形狀和尺寸的生產工藝。沖壓工藝大致可分為分離工序和成形工序(又分彎曲、拉深、成形)兩大類。按照沖壓時的溫度情況有冷沖壓和熱沖壓兩種方式。

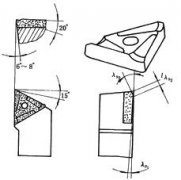
車床加工
車床加工是機械加工的一部份,主要有兩種加工形式:一種是把車刀固定,加工旋轉中未成形的工件,另一種是將工件固定,通過工件的高速旋轉,車刀(刀架)的橫向和縱向移動進行精度加工。在車床上還可用鉆頭、擴孔鉆、鉸刀、絲錐、板牙和滾花工具等進行相應的加工。車床主要用于加工軸、盤、套和其他具有回轉表面的工件,是機械制造和修配工廠中使用最廣的一類機床加工

軸加工
常見的軸根據軸的結構形狀可分為曲軸、直軸、軟軸、實心軸、空心軸、剛性軸、撓性軸(軟軸)。直軸又可分為:
1,轉軸,工作時既承受彎矩又承受扭矩,是機械中最常見的軸,如各種減速器中的軸等。
2,心軸,用來支承轉動零件只承受彎矩而不傳遞扭矩,有些心軸轉動,如鐵路車輛的軸等,有些心軸則不轉動,如支承滑輪的軸等。
3,傳動軸,主要用來傳遞扭矩而不承受彎矩,如起重機移動機構中的長光軸、汽車的驅動軸等。軸的材料主要采用碳素鋼或合金鋼,也可采用球墨鑄鐵或合金鑄鐵等。軸的工作能力一般取決于強度和剛度,轉速高時還取決于振動穩定性。

鈑金加工
鈑金加工,鈑金加工廠家,不銹鋼鈑金加工,機箱鈑金加工,鈑金廠家,精密鈑金加工,鈑金廠,深圳鈑金加工,東莞鈑金加工,鈑金折彎加工
鈑金是針對金屬薄板(通常在6mm以下)一種綜合冷加工工藝,包括剪、沖/切/復合、折、鉚接、拼接、成型(如汽車車身)等。
鈑金加工是包括傳統的切割下料、沖裁加工、彎壓成形等方法及工藝參數,又包括各種冷沖壓模具結構及工藝參數、各種設備工作原理及操縱方法,還包括新沖壓技術及新工藝。
- 上一篇:高速精密沖壓件的類型與技術特點
- 下一篇:換熱器翅片沖壓生產技術現狀